 Englisch
Englisch Spanisch
Spanisch Die Qualität der Form steht in direktem Zusammenhang mit der Qualität, Produktionseffizienz und den Kosten des Produkts. Ich denke, dass niemand etwas dagegen haben wird. Die Qualität der Form muss durch den Formtest ermittelt und gelöst werden, daher ist der Formtestprozess für Spritzgussunternehmen sehr wichtig.
1. Trockenlauftest der Form – überprüfen Sie die Funktion der Form
A. Prüfung des Öffnens und Schließens der Form bei niedrigem Formdruck
1. Die Form wird dreimal schnell, mittel und langsam geöffnet und geschlossen, unabhängig davon, ob während des Öffnungs- und Schließvorgangs ungewöhnliche Geräusche oder Blockierungsphänomene auftreten.
2. Das Öffnen und Schließen der Form verläuft reibungslos, mit oder ohne Behinderung.
B. Inspektion des Formauswurfsystems (unter niedrigem Druck)
1. Der Auswurfvorgang wird dreimal in einen schnellen, mittleren und langsamen Auswurf unterteilt. Überprüfen Sie, ob ein abnormales Phänomen vorliegt.
2. Wird der Auswerferstift am Flugzeug nach dem Auswerfen locker sein oder festsitzen?
3. Ob die Kegelkausche oder der Zylinder mit einem Positionierungsstift installiert ist, um ein Lösen oder Drehen zu verhindern.
4. Auswurfsystem (ob beim Auswerfen des Auswurfstifts oder Auswurfblocks ungewöhnliche Geräusche und Zittern auftreten).
C. Überprüfung der Formrückstellung
1. Die Form wird dreimal bei schneller, mittlerer und langsamer Geschwindigkeit zurückgesetzt, um zu sehen, ob sie zurückgesetzt werden kann. Nach dem Zurücksetzen ist die Endfläche des schrägen Auswerferstifts nicht höher als 0,1 mm über der Form oder bündig mit dem Formkern;
2. Ob der Auswerferstift beim Auswerfen des Auswerfers die Wirkung der Reihenposition beeinträchtigt und ob der Schieber in die ursprüngliche Position zurückkehrt;
3. Die Form ist mit einer Fingerhut-Rückstellvorrichtung ausgestattet.
Zweitens testen Sie das Gleichgewicht des Hohlraums im Kleber
1. Sammeln Sie kontinuierlich Geld, um 5 Formen auszuprobieren, und wägen Sie deren Gewicht ab.
2. Notieren Sie das Einzelstückgewicht jedes Produkts in jeder Form.
3. Reduzieren Sie das Einspritzvolumen und füllen Sie 20 %, 50 % und 90 % der Proben in 3 Formen;
4. Wiegen und notieren Sie das Gewicht jedes der oben genannten Produkte.
5. Wenn der Unterschied zwischen dem Höchstgewicht und dem Mindestgewicht des Produkts weniger als 2 % beträgt, ist dies akzeptabel. Handelt es sich um ein Werkzeug mit nur einer Kavität, ist zusätzlich der Einspritzgleichgewichtstest erforderlich.
3. So ermitteln Sie die optimale Abkühlzeit
1. Wenn die Spritzguss Die Prozessbedingungen sind geeignet. Nachdem das Produkt voll ist, schätzen Sie die Abkühlzeit, wählen Sie eine längere Abkühlzeit, lassen Sie das Produkt vollständig abkühlen, stellen Sie 3 Formen her und messen Sie seine Größe.
2. Die Größe des bei jeder Abkühlzeit eingespritzten Produkts sollte gemessen werden, nachdem das Kunststoffteil etwa 15 Minuten lang vollständig abgekühlt ist.
3. Grundlage zur Bestimmung der optimalen Abkühlzeit unter Berücksichtigung der Dimensionsstabilität des Produkts.
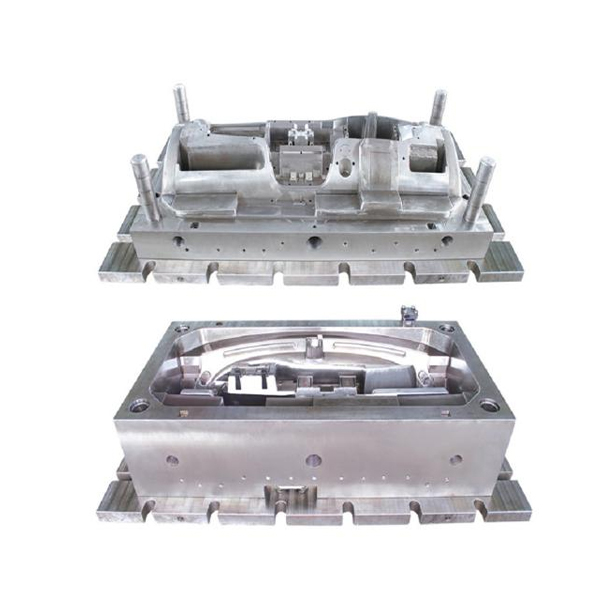
1. Die Stoßstangenform des Automobils übernimmt die interne Trennlinienstruktur.
2. Die Form der Form weist keinen Grat und keine Schweißspuren auf.




.jpg "Form für den täglichen Aufbewahrungskorb (groß)")
.jpg "Aufbewahrungskorb-Form (klein)")





